









多辊辊弯成形工艺设计方法的对比研究

多辊辊弯成形工艺设计方法的对比研究
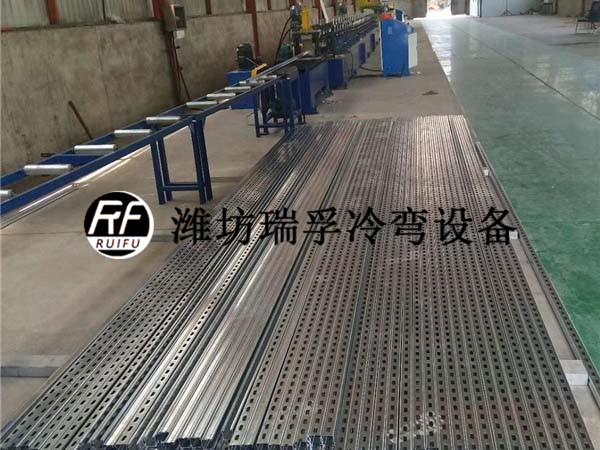
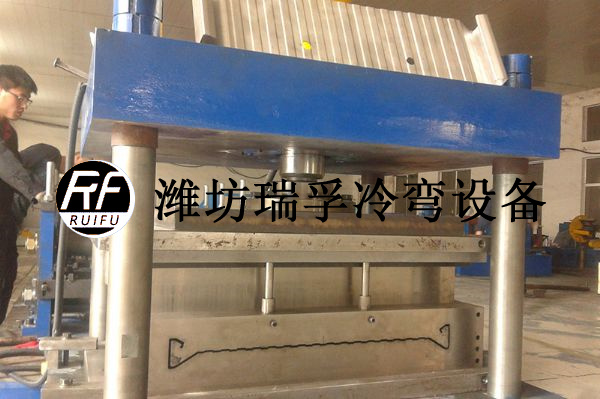
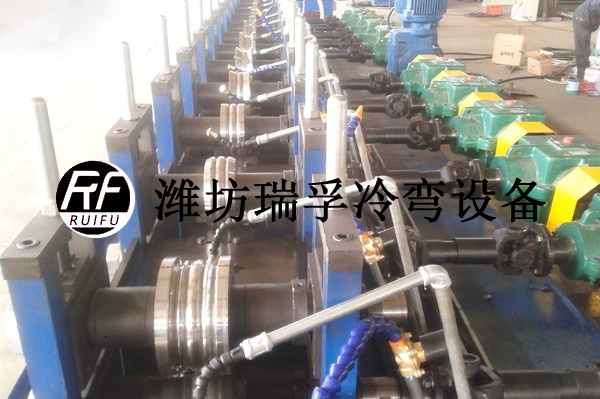
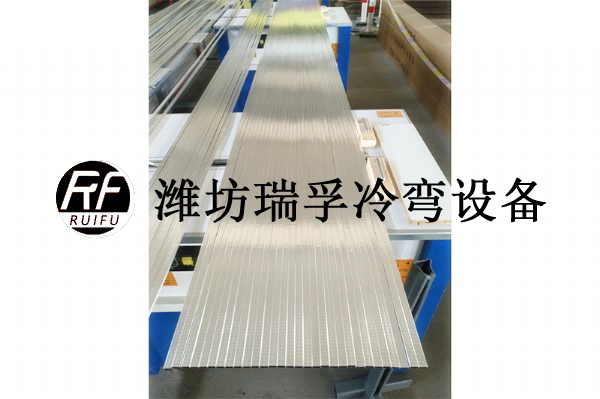
辊弯成形是通过顺序配置的多道次具有特定轮廓型面的成形轧辊,把金属卷材或单张板材逐渐地进行横向弯曲,以制成特定断面的长条型材。辊弯变形复杂,成形质量受轧辊速度、成形道次数、道次间距、成形弯曲角等众多因素的影响。这方面已进行许多研究,如QVBui[1]等分析模拟了辊弯成形过程,把纵向压力和位移轨迹的模拟结果与实验结果进行对比,发现屈服极限和加工硬化对质量影响很大。Bhattacharyya,Smith[2-3]研究了单辊和多辊情况变的变化。郑军兴等[4-5]研究了板厚、成形道次对冷弯成形过程及回弹的影响;付磊分析了轧辊间距对冷弯成形的影响。
辊弯变形复杂,辊弯成形规律尚未被完全掌握和认识。目前辊弯型钢的工艺设计多以经验设计为主,有必要进一步探索高效、准确的设计途径。本文以某U型槽钢的辊弯成形为例,比较了采用经验公式、专业设计软件COPRA以及数值模拟进行冷弯成形工艺设计的特点。
多辊辊弯成形工艺设计方法的对比研究 2018-4-25 本文被阅读 2680 次
| 下一条:冷弯薄壁轻钢体系必然在不久的将来成为趋势 | 上一条:冷弯型钢在线剪切数值模拟 |
 联系方式
联系方式  产品类别
产品类别 阿里巴巴
阿里巴巴