









冷弯型钢在线剪切数值模拟

冷弯型钢在线剪切数值模拟
1 介绍
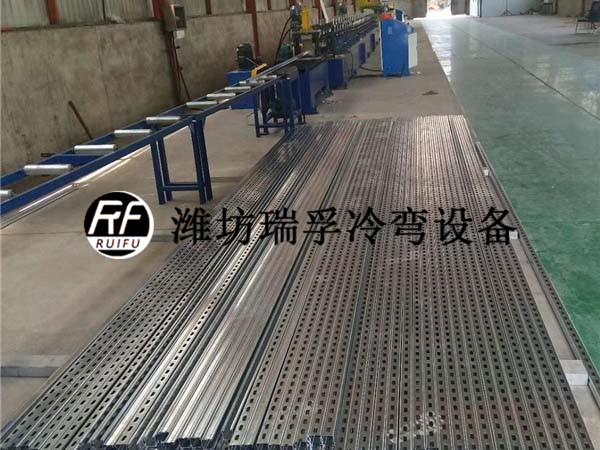
电除尘器是一种高效除尘器,在中国的应用始于20世纪30年代。当前,电除尘器在电力、冶金、化工、建材等行业的应用十分广泛。电除尘器一般是利用直流负高压使气体电离、产生电晕放电,进而使粉尘荷电,并在强电场力的作用下,将粉尘从气体中分这种情况拟采用斜角剪切方式,首先对左右两边直离出来的除尘装置。阳极板是电除尘器的重要组成部分,其质量的好坏直接影响到除尘的效果。目前企业生产中遇到的问题是剪切过程中两侧竖直壁部分述由于产生压缩失稳导致其形状不良,剪切后靠人工修正,这样一来不仅产品质量不能够保证,而且也大大增加了生产成本。
传统的剪切过程研究方法都是依靠大量的实验和简单的力学分析,找出某种经验或者是半解析公式,用来计算力能参数。塑性成形仿真技术的发展为研究型钢在线剪切机理和预测产品成形缺陷、优化工艺参数提供了新的途径。采用新的剪切方式后切断迅速、切口无毛刺、变形小,保证了产品端面的质量。
2 剪切分析
本文以电除尘器大C型阳极板(长度为15060mm)为进行分析。
为解决生产中所出现的左右两侧竖直壁部分形状不良的问题,首对板的剪切原理进行分析。目前所采用的剪切形式为一次性垂直剪切方式,上刀板刃口形状合理,变形较大的原因为当剪切到两侧竖直壁部分时发生压缩失稳导致局部变形过大。针对壁部分进行剪切,首先对左右两边直臂部分进行剪切,然后再对中部水平部分进行切断。由于水平剪板工艺已经很成熟完善,故这里不再赘述。竖直壁部分的剪切原理见图2所示。
在定模和动模上均按型钢截面线切割加工出孔形型腔,当动模沿倾角口移动距离s时,将定模和动模上的型腔开口关闭,剪断型钢,然后动模迅速复位。这种切断方式使型钢垂直边和水平边同时切断,从而保证断面质量。设剪断型钢垂直边的错距为S1
剪断型钢水平边的错距为S2:,则有:
显然,当倾角α取某值时,必能使得剪切行程S最小。在本课题中型钢的局部尺寸如图3所示。
将数值代入后显然可知当α=45°时S最小,综合考虑剪切行程和剪切机结构,一般取α为30°~45°,因此,确定倾角α为45°。
设型钢板材展开长度为L,则有切断力为:
使用这种剪切方式切断型钢的最大优点是不产生切屑,收得率最高。另外,改进剪切方式后剪切行程很短,一般仅为几毫米,所以剪切时间短,剪切机随动行程短,可适应高速冷弯型钢机组生产要求。剪切后型钢断面无毛刺,剪切噪声低、振动小。但是这种剪切方法不适用于闭口断面的型钢剪切。
3 弹塑性有限元理论基础
由于近年来有限元模拟的飞速发展,采用软件方法验证该方案是否可行及合理就成为可能。由于型钢在线剪切过程中会出现大位移、大转动以及大应变,因此,使用大变形弹塑性有限元求解比较合适。更新的拉格朗日(U.L.)有限元方法,能够较准确地模拟精冲塑性大变形中应力、应变的分布及发展趋势。U.L.法将最后一个已知的平衡状态(t时刻)作为参考构形,去求解t+△t出时刻物体的各个未知量。用U.L表示的虚功方程为:
经过离散化,引入位移形函数,得到最终的平衡方程(U.L.方法描述的大变形弹塑性有限元方程):
4 弹塑性有限元模型的建立
零件三维模型如图4所示,材料厚度1.5mm,材质AISI一1008。
4.1 基本模型参数的设置
AISI一1008钢杨氏模量为2×100000,泊松比0.3,初始屈服极限700MPa,硬化指数0.15。由于零件模型较大,所以网格划分为150000个网格,剪切速度100mm/s。边界条件采用常规模型,即:
在本课题中影响冲裁质量的关键因素首先是倾角α,其次冲裁间隙也是直接关系到冲件断面质量、尺寸精度、模具寿命和力能消耗的重要工艺参数。冲裁间隙主要与材料牌号、供应状态和厚度有关。据间隙的经验计算公式,有:
因此,冲裁间隙取0.08mm。此外合适的小圆角更能增加光亮带的长度,凸、凹模的圆角可以抑制裂纹的产生,有利于金属材料的流动。
数值模拟使用的工艺参数如表l所示。
4.2 材料的断裂韧度与断裂判据
虽然断裂问题在金属塑性加工中是一种常见的现象,但是在早期的金属塑性加工数值模拟中,却很少涉及到断裂问题的模拟。对工件断裂的判断往往停留在强度理论上,以等效应力或等效应变作为是否出现断裂的判据,这实际上并不能满足加工工艺研究的需要。于是许多学者提出了各种延性断裂破坏的判断方法,这些方法分为两类:①第一类称为机遇试验的准则(Empiricalc—teria)法,它主要通过标准的常规试验来获取材料的试验数据,然后用于对材料成形过程中的延性断裂的判断上,它还可分为三种,即应力、应变和应变能准则。这类准则的代表是Cockroft—latham准则。从所分析的尺度和方法上讲它属于宏观断裂力学的范畴。这种方法的缺陷是简单的力学实验条件和金属成形过程中的条件相差甚远,由简单试验得出的经验值应用到复杂的成形分析中,是有很大的近似,很显然不能将镦粗试验破坏值应用到板料成形的断裂分析中。另外这些准则不能判断工件内部裂纹。②第二类方法是基于微观组织的准则(Microstructure based criteria)。这种方法可以将空洞的几何参数在材料的本构方程中加以描述,可以分析断裂过程中裂纹的形成、发展的微观组织变化。这种准则的描述更为具体,它考虑了空洞的几何尺寸对断裂的影响,将各种影响断裂的因素考虑到材料的本构关系中。根据它分析的空问尺度和对象,属于连续损伤力学范畴。它旨在利用连续介质力学的方法研究具有微观结构固体变形及破坏行为。具有代表意义的模型有Gurson、Lemaitre模型以及Rouselier 模型等。
金属在加工过程中的断裂大多是延性断裂,很少发生脆性断裂。一般认为,金属中的延性断裂是由空洞(Void)的聚结和增长引起的。空穴理论属于损伤累积理治[5]。这些空洞是材料中由于位错堆积、第二相粒子或其他缺陷产生的。在金属塑性变形的作用下,空洞能够长大直至一定数量的空洞聚结起来形成裂纹。空洞长大聚结的程度与工艺参数、材料特性有很大的关系。
迄今为止。最有效的预测金属成形过程中延性断裂的方法,还是通过研究材料的应力应变历史,建立合理的局部断裂判断准则。
Freudenthal以单位体积塑性功为参数,建立了判断材料发生大变形时的断裂准则。在这之后的10~20年时间内,许多学者都是在此基础上提出了其他准则。
C为应力强度因子临界值,是表征材料抗延性断裂的参数,通过试验获得。在此基础上,1968年McCIintoc提出了材料延性断裂判断准则:
当模型应力强度因子C达到一个临界值时,裂纹就会失稳扩展,而后导致物体的断裂。这个临界值就称为断裂韧度。c值越大,裂纹越不容易失稳扩展。断裂韧度是材料的固有特性,与材料的几何尺寸及外力大小无关。
在本文的模拟中,采用了Mcclintock韧性断裂准则来判断裂纹是否出现,临界损伤值K的确定参考了文献中精冲实验的结果,确定为0.2,能基本满足模拟的需要。在材料破坏准则选取之后,与之相配合的就是怎样在有限元程序中应用该准则,实现材料断裂分离的模拟。裂纹扩展的表示方法有单元删除法、节点分离法和单元分裂法。DEFORM采用了单元删除法来处理失效破坏的单元,一旦某个单元形心处的损伤达到其临界值,就认为该单元已破坏,需将其取掉。并进行相应的结点处理,继续计算
5 模拟结果
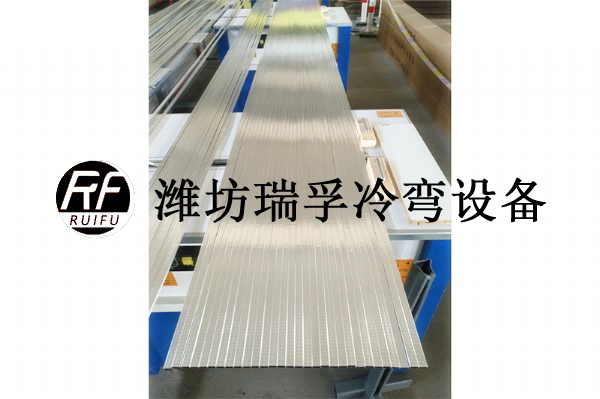
首先我们可以直观的从模拟结果中看出零件的变形量较小,模拟后的横截面如图5所示。从图中可以看出,零件竖直壁部分形状变化量很小。图6中深色部分是未剪切钱零件左端横截面形状,浅色部分为剪切后零件改变后的形状。
从图6中我们可以直观的看出零件的形状改变量很小,经测量最大变形量仅在0.6mm以内,而工艺要求为1.5mm,模拟结果证明剪切方式正确。其次剪切行程较改进前有很大幅度的减小,改进前,剪切总行程在100mm以上,改进后剪切两侧面的行程仅为14mm,加上剪切水平部分所需的行程5mm,总行程仅为改进前的1/5。由于截断的总行程只有19mm,因而剪切时间大大减少,使提高产品产量成为可能。因此,改进后的剪切方案合理可行。
在缩短剪切行程和剪切时间的同时,剪切时所需的最大压力也有所降低。压力行程曲线如图7所示,从压力行程曲线中可以看出,冲裁力在剪切开始阶段变化较快,材料从弹性变形转入塑性变形。随着变形程度的不断加大,板料承受剪切刀的有效面积在不断增大,材料硬化作用加强,冲裁力不断增加,直至达到最大剪切力,在行程为2.4mm处压力达到最大值69386N,随后由于承受力的有效面积下降,所需压力也逐渐减小直至减小为零。
6 结论
针对生产中出现的问题提出使用倾角为45°的斜角剪切方式。通过使用DEFORM—3D软件,对AISI—1008冷弯型钢冲裁工艺进行了数值模拟,使用了McClintock 韧性断裂准则。模拟结果证明剪切方式有效、可行,使用斜角剪切方式减小了零件形状改变量,缩短了冲裁时间。
| 下一条:冷弯薄壁轻钢体系必然在不久的将来成为趋势 | 上一条:冷弯成形过程参数化仿 真 |
 联系方式
联系方式  产品类别
产品类别 阿里巴巴
阿里巴巴 慧聪网
慧聪网